Mål
Högfrekvensinduktion Lödning av mässingsrör till mässdel och en mässingsspets på under en minut med induktion.

Equipment
DW-UHF-6KW-III handhållen hårdlödningsmaskin

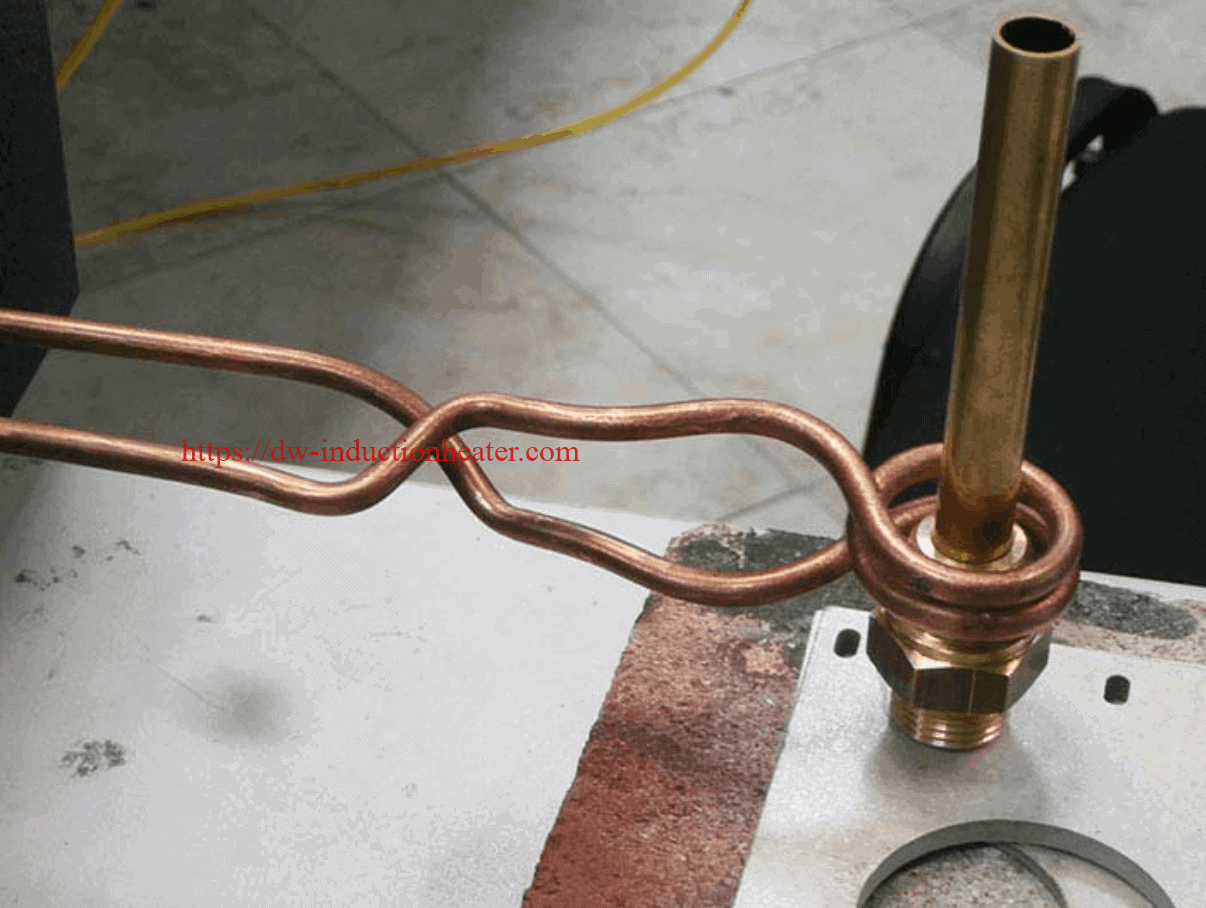
2 varv spole
material
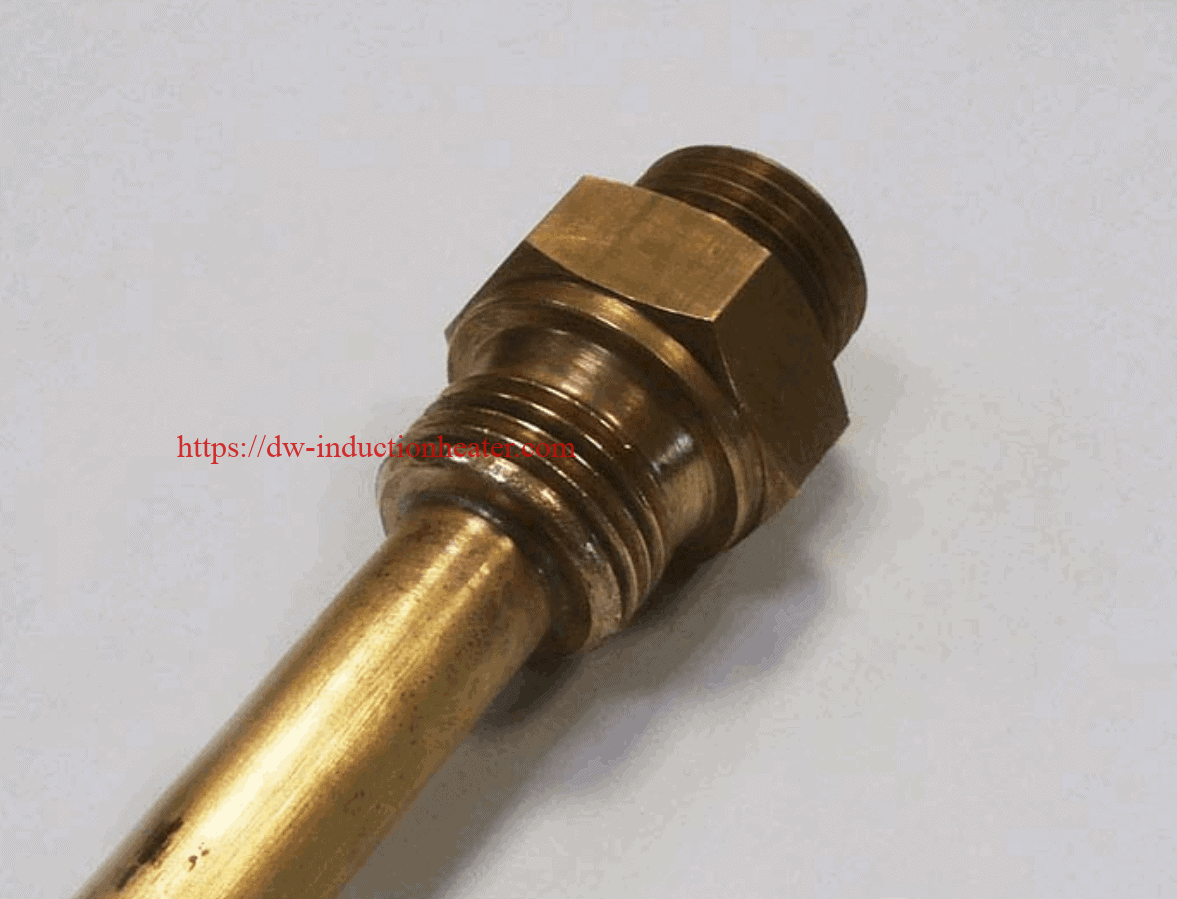
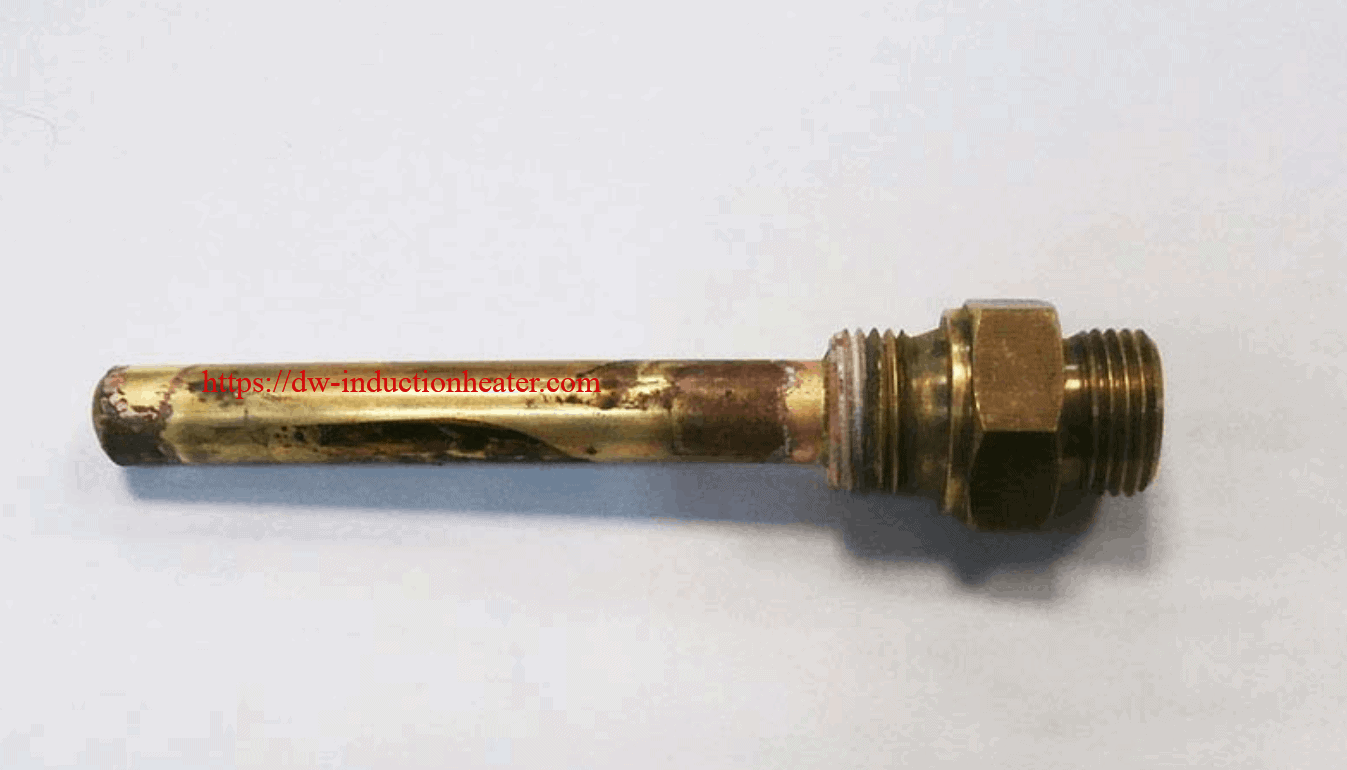
• Bred mässingsdel
• Mässingsrör
• Silverbaserad hårdlödningslegering, levererad av kunden
Test 1 - Rör till bred del:
Nyckelparametrar
Effekt: 4.4 kW
Temperatur: Cirka 1400 ° F (760 ° C)
Tid: 38 sek
Test 2 - Rör till spetsen:
Nyckelparametrar
Effekt: 4.4 kW
Temperatur: Cirka 1400 ° F (760 ° C)
Tid: 17 sek
Process:
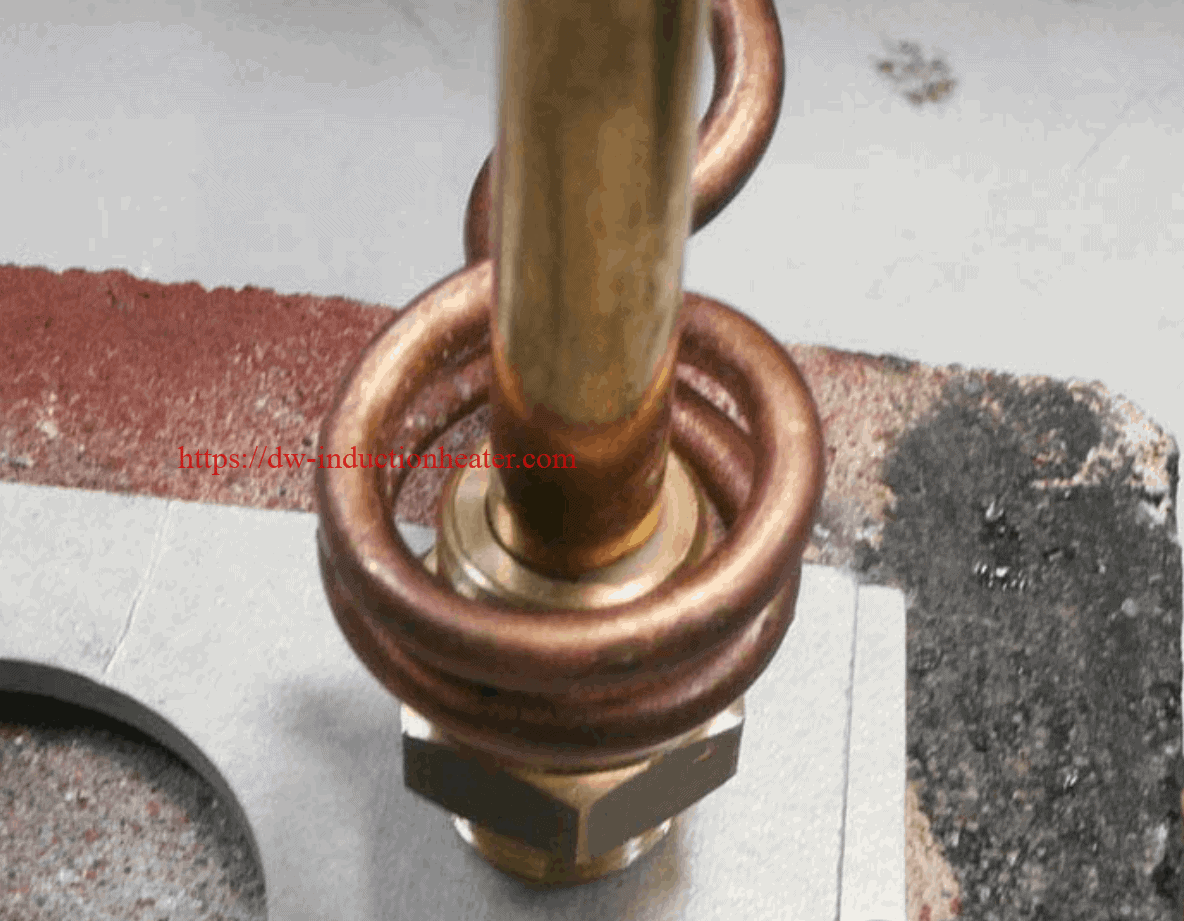
Test 1
- Den breda delen och mässingsröret monteras och en hårdlödningslegering placeras mellan dem.
- Enheten placeras i induktionsvärmespolen och induktionsvärme appliceras.
- Skarven är klar på 38 sekunder.
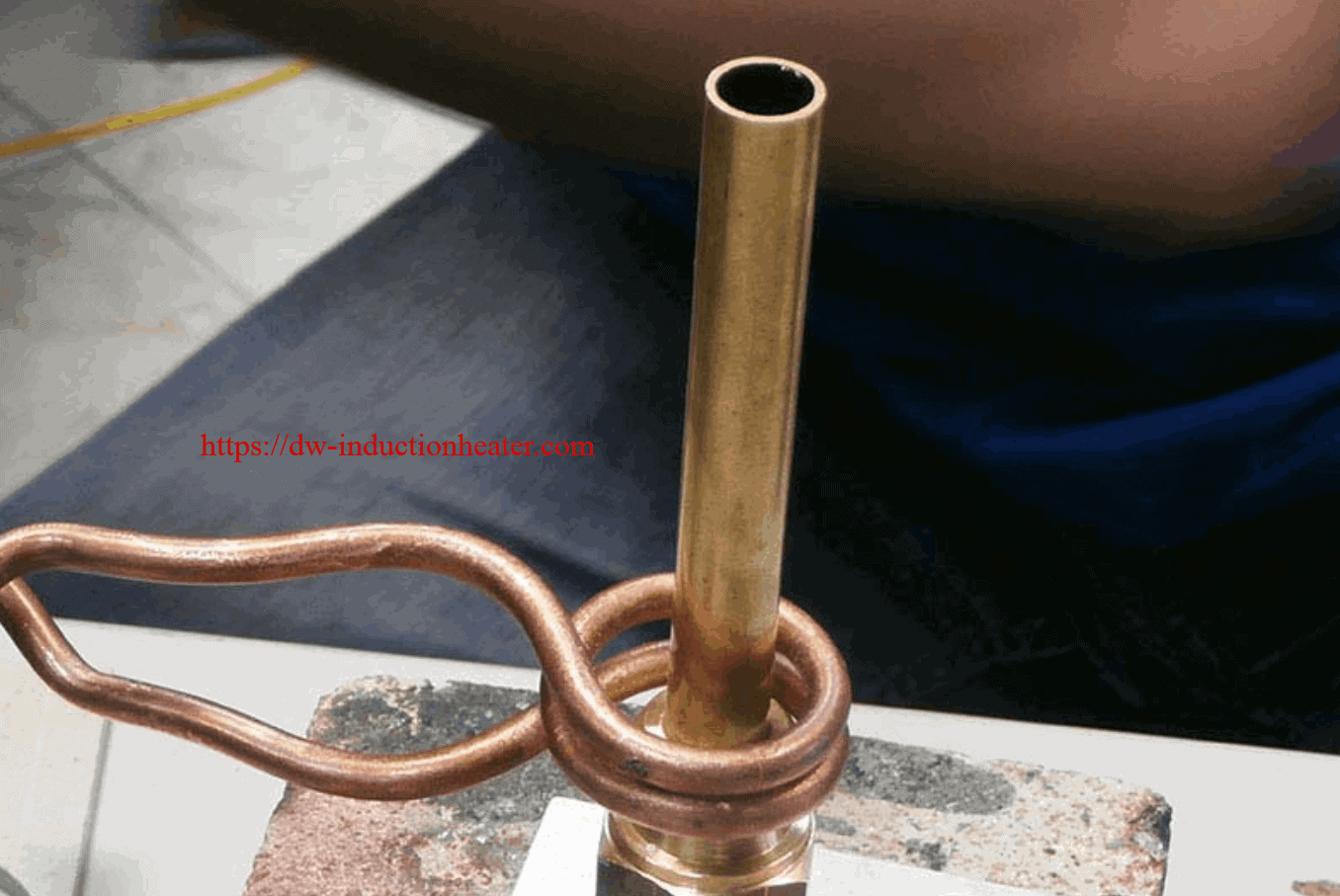
Test 2
- Spetsen och röret monteras och en hårlödningslegering placeras mellan dem.
- Enheten placeras i spolen och induktionsvärme appliceras.
- Skarven är klar på 17 sekunder.
Resultat / Fördelar:
Induktionsuppvärmning lydelse:
- Starka slitstarka leder
- Selektiv och exakt värmezon, vilket resulterar i mindre delförvrängning och ledspänning än svetsning
- Mindre oxidation
- Snabbare uppvärmningscykler
- Mer konsekventa resultat och lämplighet för stor volymproduktion, utan behov av satsvis bearbetning
- Säkrare process än flammlödning