
Induktionsförvärmande svetsstänger
Beskrivning
Induktionsförvärmningssvetsning av stålstavar
Mål Att förvärma stålstänger till 500 ºF (260 ºC) för en svetsapplikation för en stor utrustningstillverkare
Material: Kund levererade stålstift (varierar, i genomsnitt 2 ”/ 51 mm)
Temperatur: 500 ºF (260 ºC)
Frekvens: 100 kHz
Utrustning: DW-HF-45kW 50-150 kHz induktionsvärmesystem utrustat med en fjärrvärmestation som innehåller åtta 1.0 μF kondensatorer
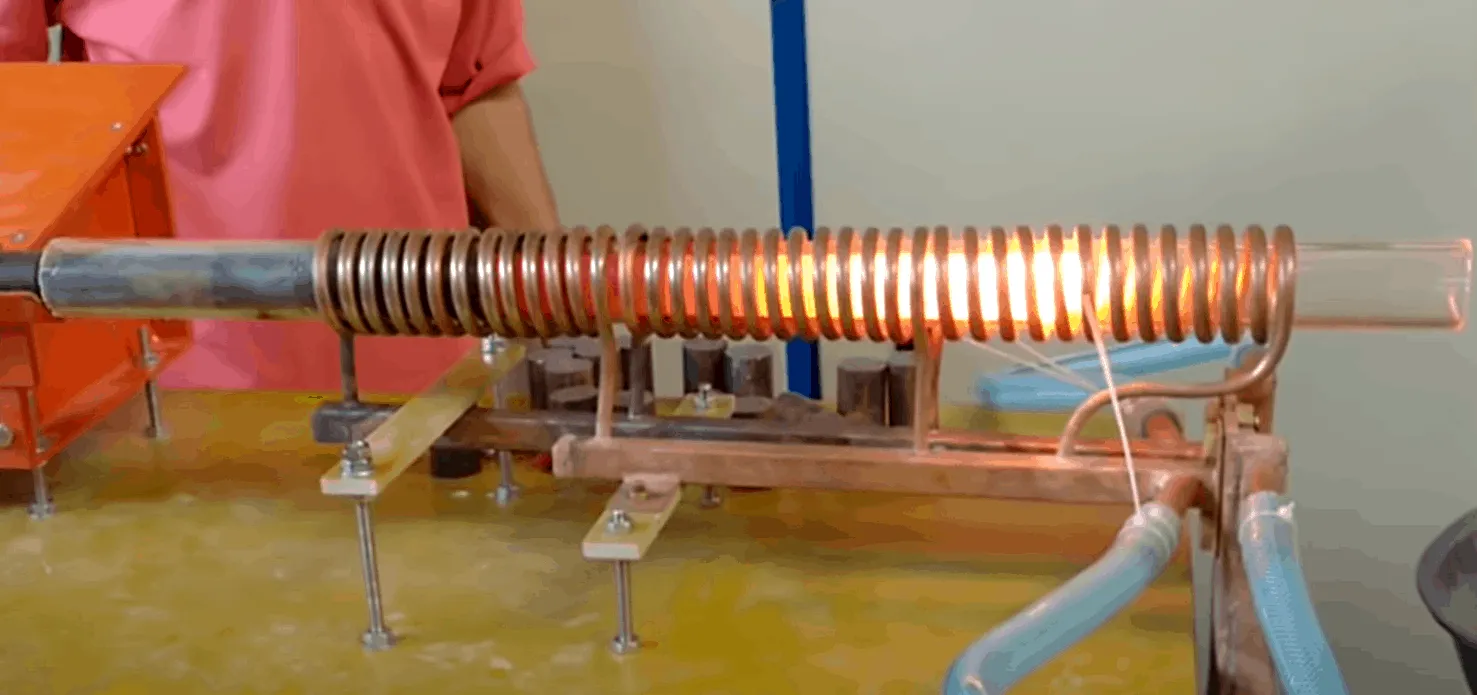
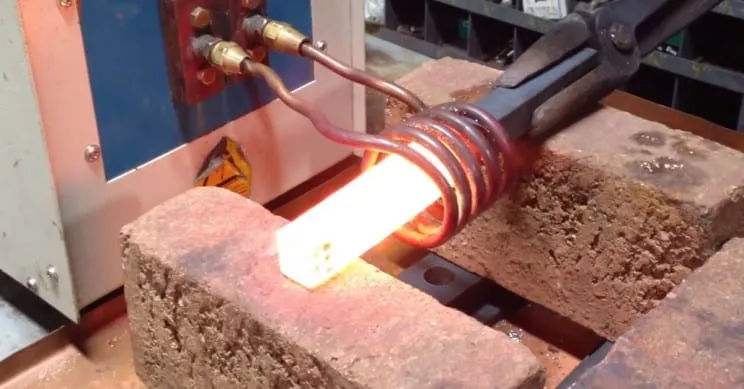
- Flera positioner med två varv induktionsvärmebatteri designad och utvecklad speciellt för denna applikation
Induktionsförvärmningsprocess: Stålstången laddades i spolen och värmen slogs på. Delen nådde 600 ºF (316 ºC) inom en minut. Strömmen stängdes av och staven övervakades i 30 sekunder för att säkerställa att det yttre lagret inte sjönk under 500 ºF (260 ºC).

Baserat på Application Labs erfarenheter och testning, desto längre uppvärmningstid desto mindre effekt krävs.
Ju längre uppvärmningstiden desto längre förblev utetemperaturen över 500 ºF.
Mot bakgrund av detta finns det ytterligare möjligheter när det gäller strömförsörjning, från en 15kW induktionsvärmare med en tvåpositionsspole som har en uppvärmningstid på två minuter till en 45kW induktionsvärmesystem med en fyra-positionsspole och en uppvärmningstid på en minut.
Resultat / Fördelar
Exakt uppvärmning: Kunden tittar på att byta från låga, eftersom induktion kan erbjuda mer exakt, repeterbar uppvärmning
- Penetration: Induktion gör ett överlägset jobb genom att tränga in i stiften jämfört med en fackla, vilket är kritiskt för
förvärmning för svetsning
- Hastighet: Induktion möjliggör snabb uppvärmning som kan öka produktionen jämfört med fackla
- Delkvalitet: En fackla kan göra delen spröd, vilket gör induktion fördelaktig
- Arbetsmiljö: Induktionsförvärmningssvetsning är en säkrare uppvärmningsmetod som introducerar mindre värme på arbetsplatsen än en låga gör




