induktionshärdande stålkammontering
Beskrivning
induktionshärdande stålkammontering
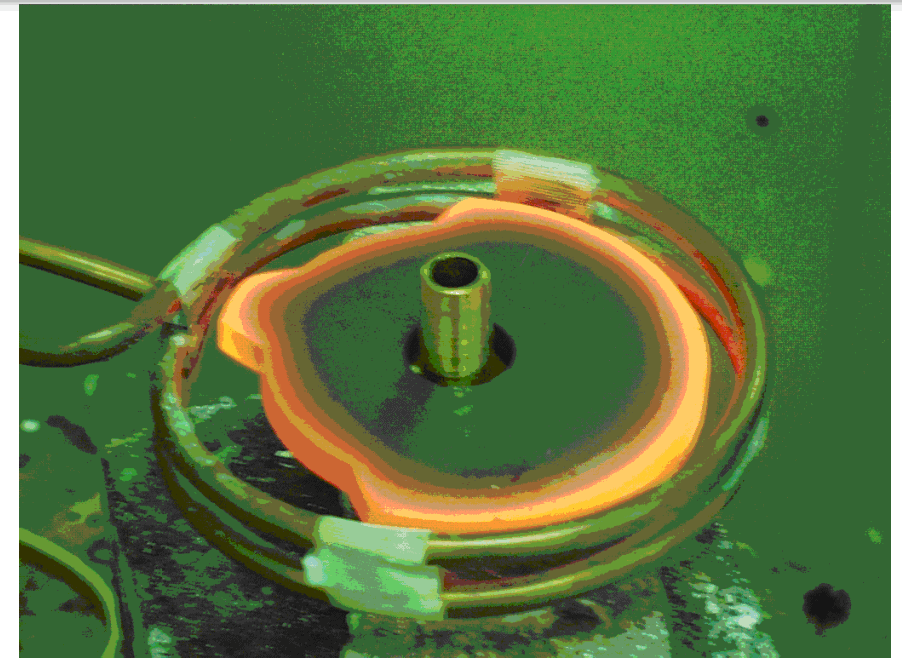
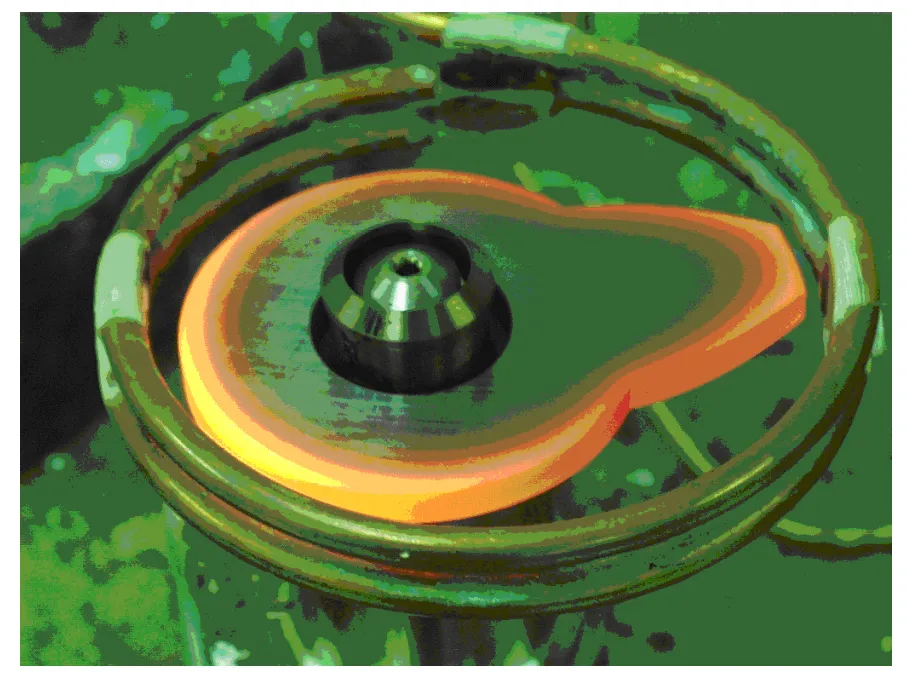
Mål: Induktionshärdning omkretsen av ¼ ”tjocka stålkamaggregat
Material: ¼ ”tjocka kamkomponenter av stål med olika geometrier
Temperatur: 1650 ºF (900 ° C)
Frekvens: 177 kHz
Equipment

DW-UHF-10kW induktionsvärmesystem, utrustad med en fjärrvärmestation som innehåller en 1.0 µF kondensator och en induktionsvärmespole designad och utvecklad speciellt för denna applikation
Behandla
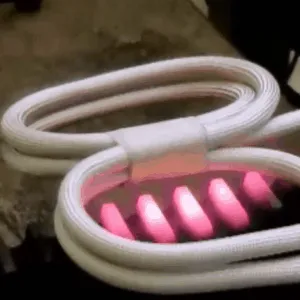
En spiralformad spiral med två varv används för att värma kammarna. Uppvärmningstiden varierar från 120-150 sekunder. Efter upphettning släcks delarna i vatten.
 Resultat / Fördelar
Resultat / Fördelar
Induktionshärdning kamens yttre ytor med induktion resulterar i:
• enhetlig uppvärmning för enhetliga resultat
• en spole kan användas i många geometrier
• konsekventa resultat från bit till bit
Det finns tusentals mycket framgångsrika induktionshärdningsmaskiner som producerar miljontals delar som levereras till olika industrisegment. Bland komponenterna som rutinmässigt genomgår induktionshärdning (IH) är sådana delar som kamaxlar, vevaxlar, kugghjul, kedjehjul, växellådsaxlar, kulkulor, tappar, kuggstänger, hjulspindlar, lagerbanor, fästelement, arbetsredskap, spårskor för jord- rörliga maskiner - listan är i princip oändlig. Som ett exempel visar figuren ett litet utbud av geometrier som rutinmässigt induktionshärdas.