Induktion Värmeinställning Nitinol
Beskrivning
Induktionsvärme Inställning Nitinol Med Högfrekvens Induktionsuppvärmningsutrustning
Mål Att värma en Nitinol-tråd med en diameter av 0.005 ”(0.13 mm) för en formsättningsapplikation
Material Nitinol tråd
Stålfixtur
Temperatur 930 ° F (500 ° C)
Frekvens 500 kHz
Utrustning DW-UHF-6kW-I halvledarinduktionskraftförsörjning utrustad med en fjärrvärmestation som innehåller två 0.33 μF kondensatorer (totalt 0.66 μF). En induktionsvärmespole designad och utvecklad speciellt för denna applikation.
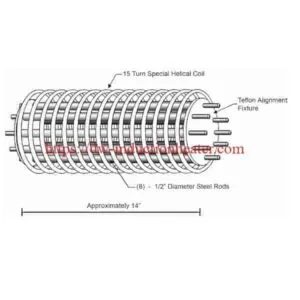
Process Den kundlevererade fixturen består av två koncentriska cylindrar: en 0.1 ”(2.54 mm) tjock ihålig yttercylinder glider över en 1” tum (25.4 mm) massiv cylinder. Den erforderliga Nitinol-formen etsas på den inre cylinderns OD. Den medföljande fasta fixturen av stål är modifierad för att minska värmen
massa. Den fasta innercylindern borras så att en spole kan sättas in i ID. En speciell fyra varv intern och extern skruvspole används för att generera det önskade värmemönstret. Inledande tester utförs (med hjälp av ett termoelement) på en armatur utan del för att fastställa uppvärmningscykeln. Delen placeras i fixturen och induktionsvärmespolen över delen. Ström försörjs tills delen värms upp till börvärdet och hålls vid denna temperatur i 2.5 minuter. Armaturen släcks omedelbart i vatten efter värmecykeln. Delar tillverkas enligt specifikationerna för formminne.
Resultat / fördelar Ameritherm-systemet värmer fixturen till börvärdet med de angivna hastigheterna och Nitinoltråden formas efter önskemål inom 4 minuter, med mindre energi och tid än traditionell ugn
uppvärmningsmetoder.