






Metaller Billet Hot Smidesugn
Beskrivning
Metals Billet Hot Smidesugn med induktion för uppvärmning av koppar / aluminium / järnstålskivor före varmformning
Induktionsuppvärmning är allmänt anställd i metall billet hot smide industrin för att värma billet som ska smidda i het. I stålindustrin upphettas smidda stål till temperaturer runt 1000 oC-1250 oC enligt kolinnehåll och legeringselement. Den heta smidesprocessen kräver hög temperaturupphettning av strumpor likformigt både längs tvärsektionssidan och spårets tvärsida. I allmänhet ligger den ursprungliga temperaturen hos stången i rumstemperaturen och det erfordras att värma över omkristallisationstemperaturen för varmsmältningsprocessen. Det finns olika sätt att värma metall vid smältning, inklusive induktionsuppvärmning, gaseldad ugn, oljeeldad ugn, infraröd värmare och elmotståndsvärmare. Induktionsuppvärmning har olika fördelar jämfört med andra metoder för uppvärmning vid smältning. Först och främst skapar induktionsvärmesystem mycket hög värmeintensitet mycket snabbt vid den definierade delen av metallen. Dessutom är induktionsvärmesystem snabba startsystem, eftersom dessa system inte behöver förvärmningstid som i ugnsuppvärmningen. Även uppvärmningstiden är inkompatibel kort mot de andra metoderna. Jämfört med uppvärmningen av gas och oljaugnar är det enklare att kontrollera och upprepa samma uppvärmningstillstånd för olika tidpunkter. Automatisering kan appliceras på induktionsvärmesystemen. Det kommer att kräva minsta butiksutrymme. Induktionsuppvärmning är också mer energieffektivt och miljövänligare. Det kommer inte att finnas några skadliga förbränningsemissioner till miljön som vid uppvärmning av gas och olja. Vidare resulterar gaseldade ugnar med dålig ytkvalitet på grund av skalbildning. Induktionsuppvärmningen ger en signifikant minskning av skalbildning och avkolning på den uppvärmda rännan.
Produktbeskrivning
För uppvärmning av olika stångmaterial: såsom stål och järn, brons, mässing, aluminiumlegering etc.
Bild endast för referens, färg kan bytas ut med annan kraft.
Funktioner och speciella specifikationer anpassade efter kundens krav.
Egenskaper och fördelar:
1.Automatiskt: Automatisk matning, automatiskt val av arbetsstycket är bra eller dåligt, automatisk mätning av temperatur, automatisk urladdning.
2. Integrerad design: Spara installationstid, kostnad och utrymme.
3. Inbäddad manöverpanel visar maskinens driftlägen för att underlätta feldiagnos.
| Funktioner | Detalj | |
| 1 | Uppvärmning snabbt och stabilt | spara 20% - 30% elektrisk energi än traditionellt sätt;
Hög effektivitet och låg energiförbrukning |
| 2 | Små i storlek | Lätt att installera, driva och reparera |
| 3 | Säker och pålitlig | Ingen högspänning, mycket säker för dina arbetare. |
| 4 | Ett kylsystem | Kan arbeta kontinuerligt 24 timmar |
| 5 | slutföra självskyddande fungera |
många typer av larmlampor: överström, överspänning, över hetta, vattenbrist etc. Dessa lampor kan styra och skydda maskinen. |
| 6 | Miljöskydd | Nästan inget oxidlager, producerat ingen avgas, inget spillvatten |
| 7 | IGBT-typ | Undvik avbrott av orelaterat elnät; Se till att maskinen är lång livslängd. |
Parameter av metaller billet hot smide ugnen:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Inspänning | 3faser, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Max ingångsström | 320A | 400A | 480A | 640A | 800A | 960A | |
| Oscillationsfrekvens | 0.5KHz ^ 20KHz (Oscillationsfrekvensen anpassas beroende på storleken på värmeelement) | ||||||
| Driftscykelbelastning | 100%, 24h arbetar kontinuerligt | ||||||
| Kylvatten Önskningar | 0.1 MPa | ||||||
| Dimensionera | Host | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Förlängning | förlängningen kommer att anpassas enligt material och storlek på uppvärmningsdelar | ||||||
| Vikt | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Beroende på förlängningens dimension | |||||||
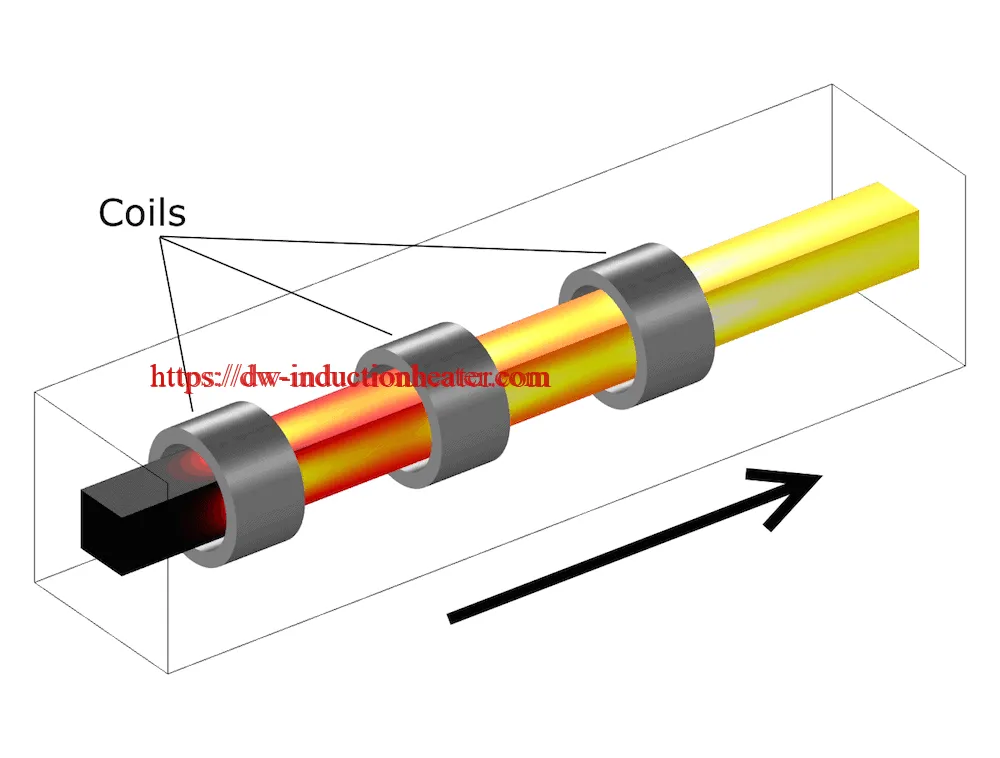
I induktionsmetallerna är varmbearbetningsugnen uppvärmd. Normalt för korta korgar eller sniglar används en trasa eller skål för att automatiskt presentera korgarna i linje med klyvvalsar, kedjedrivna traktorer eller i vissa fall pneumatiska tryckkranar. Reglerna drivs sedan genom spolen en bakom den andra på vattenkylda skenor eller keramiska linjer används genom spoleborrningen som minskar friktionen och förhindrar slitage. Längden på spolen är en funktion av den nödvändiga blötiden, cykeltiden per komponent och längden på spåret. Vid högvolym stor tvärsnitt är det inte ovanligt att ha 4- eller 5-spolar i serie för att ge 5 m (16 ft) spole eller mer.







