högfrekvent induktionsförvärmning av kopparstång och kontaktdon för en epoxihärdningsapplikation
induktionsförvärmning kopparstång och koppling för en epoxihärdningsapplikation
Mål: Att förvärma en del av kopparstången och ett rektangulärt kontaktdon till temperatur före epoxihärdning under en tillverkningsprocess för elektriska skruvar
Material: Kundförsedd pläterad kopparstång (12 ”x 2” x 1 ”/ 305 mm x 51 mm x 102 mm) och kontaktdon
Temperatur: 302 ºC (150 ºF)
Frekvens: 25 kHz
Induktionsvärmeutrustning:
-DW-HF-60kW 15-45 kHz induktionsvärmesystem utrustad med ett avlägset arbetshuvud som innehåller fyra 21 μF kondensatorer

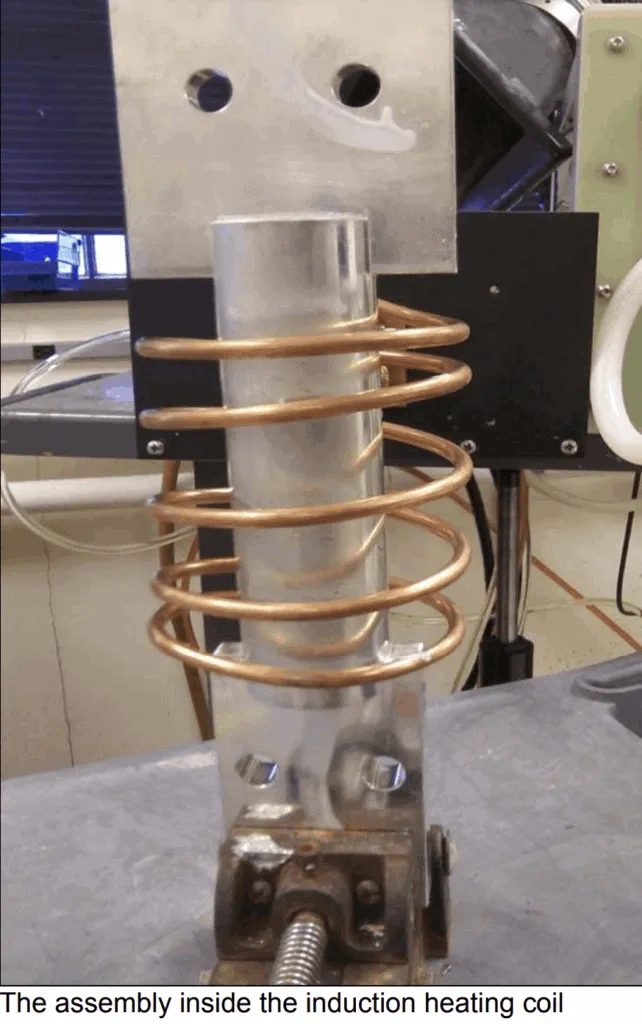
- En sju-vändig spiralformad induktionsvärmespole designad och utvecklad speciellt för denna applikation
Induktionsuppvärmningsprocess
Kopparstången och kontakten placerades inuti induktionsvärmebatteri och strömmen slogs på. Delen värms upp till temperatur inom 55 sekunder. Efter upphettning till temperatur flyttades delen och en epoxihärdnings- / gjutningsprocess ägde rum. Klienten använde en stor ugn för att förvärma dessa stavar, vilka
var kostnadseffektiv. Induktion erbjuder en snabbare och mer kostnadseffektiv uppvärmningsmetod.
Resultat / fördelar - Hastighet: Induktion upphettade delen snabbt till temperatur
- Effektivitet: Induktion är en mycket effektivare metod för att värma dessa delar till temperatur jämfört med deras
stor ugn
- Precision: Induktion gjorde det möjligt att bara värma de delar av stången som krävde uppvärmning