hårdlödning av koppar till rostfritt stål
Beskrivning
Mål
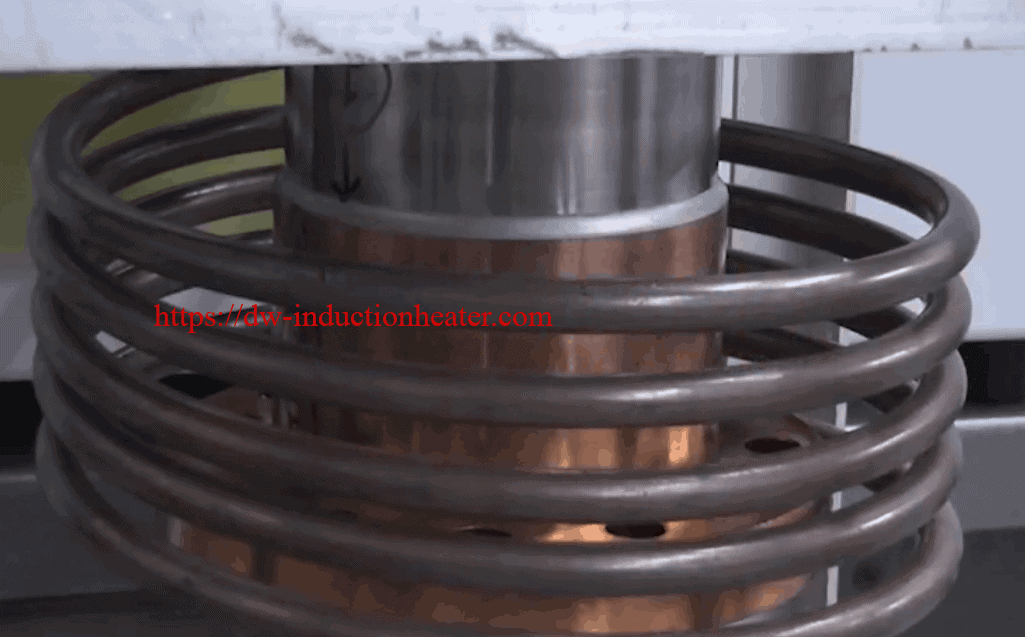
Induktion Lödning av kopparrör till rostfritt stålrör. Kryogena pumpar och hus.

Equipment
DW-HF-15kW / 25KW / 45kW utrustning för induktionsvärme

Test 1
material
Kryogena pumpar och höljen - Kopparkapsel (2 "(25.4 mm) OD, 3" (76.2 mm) lång, 0.15 "(3.81 mm) tjock vägg, sitter på rostfritt stål axel 1.4" (3.81 mm) djup), rostfritt stål axel (1.7 ”(43.18 mm) OD, 6” (152.4 mm) lång och fäst vid större massa när den slutar, 0.1 ”(2.54 mm) tjock.)
Effekt: 25 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: Under 40 sekunder

Test 2
material
Kryogena pumpar och höljen - Kopparhylsa (3.6 ”(91.44 mm) OD, 0.1” (2.54 mm) tjock vägg som är 2.7 ”(68.5 mm) lång, 3.8” (96.52 mm)) OD-läpp på botten som är 0.6 ”( 15.2 mm) lång med en tjocklek på ungefär 0.85 ”(21.5 mm), en del med läppen är 3.14” (79.7 mm) lång överlag, SS-axeln sitter 2.66 ”(67.5 mm) djup), SS-axel (3.4” (86.3 mm)) OD, 3.2 ”(81.2 mm) ID, över 7.5” (190.5 mm) hög, har mindre lock och axel fäst i ena änden och en större 8 ”(203.2 mm) bas i den andra)
Effekt: 16.06 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: 1 minut 30 sekunder till 3 minuter
Test 3
material
Kryogena pumpar och höljen - Kopparhylsa (3.5 ”(88.9 mm) OD, 0.1” (2.54 mm) tjock vägg som är 2.1 ”(53.3 mm) lång, 5.3” (134.6 mm)) OD-läpp på botten som är 0.74 ”( 18.7 mm) lång med en tjocklek av ungefär 1 ”(25.4 mm), en del med läppen är 2.8” (71.1 mm) hög totalt sett, rostfritt stål axel sitter 2.66 ”(67.5 mm) djup), rostfritt stål axel (3.35” (85.0) mm) OD, 3.2 ”(81.2 mm) ID, över 7.5” (190.5 mm) hög, har mindre lock och axel fäst i ena änden och en större 5.5 ”(139.7 mm) bas i den andra)
Effekt: 9.09 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: ungefär 20 till 30 sekunder

Test 4
material
Kryogena pumpar och höljen - Kopparlock (2.7 ”(68.5 mm) OD, 2.85” (72.3 mm) hög, 0.6 ”(15.2 mm) vägg, sitter på rostfritt stålaxel 1.4” (35.5 mm) djupt), rostfritt stålaxel ( 1.54 ”(39.1 mm) OD, 0.9” (22.8 mm) tjock vägg, 6.5 ″ (165.1 mm) hög och fäst vid större massa när den slutar) ytterligare lock av rostfritt stål på andra sidan koppar, 2.44 ”(61.9 mm ) OD, 0.8 ”(20.3 mm) hög eller mer, 0.88” (22.35 mm) skaft på toppen som är 1.4 ”(35.5 mm) lång med 0.66” (16.7 mm) ID
Effekt: 14 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: 1 minut 50 sekunder

Resultat och slutsatser:
Test 1: Testet startade med mycket lägre effekt och rampade upp till 25 kW efter 15 sekunder. Induktionslödningen var framgångsrik.
Rekommenderas att använda en hårdare spole som bara lindas runt hälften av kopparkåpan. Detta skulle koncentrera värmen endast på den plats där legeringen är och borde minska värmetiden.
Test 2: Testet gjordes med en överdimensionerad spole på grund av frigöringsproblem som skapats av läppen från sidan. Den ungefärliga tiden för hela cykeln är 20 till 30 sekunder. Den lägre frekvensen verkade vara fördelaktig för applikationen genom att få fältet att tränga in djupare förbi koppar och in i själva stålet, vilket resulterade i snabbare värmetider.
Test 3: Test gjordes med 14 kW för att simulera den tidscykel som behövs för vår DW-HF-15KW induktionsvärmesystem. Denna del kommer att kräva den längsta värmetiden på grund av kopparnas massa. Värmetiderna kan minskas genom att använda en större strömförsörjning.
Värmetiderna för alla tester kan förbättras genom att optimera induktionsvärmebatterier för de specifika delarna och genom att sänka frekvensen. En temperaturregulator och pyrometer rekommenderas starkt för att säkerställa att inga delar skadas om de går med ett större induktionssystem. Om du använder ett 15kW induktionsvärmesystem rekommenderas fortfarande temperaturkontrollen och pyrometern men risken för delskador minskar.




