Lödning av kopparrör med induktion
Beskrivning
Mål
Demonstration induktionslödning av kopparrör och hårdlödningstid med DW-UHF-10 kW-systemet och tillgänglig delad labspole

Equipment
DW-UHF-10KW induktionslödningsmaskin
material
• Kopparrör - sugrör
• Lödpasta
Nyckelparametrar
Effekt: 10 kW
Temperatur: Cirka 1500 ° F (815 ° C)
Tid: 5 - 5.2 sek

Process:
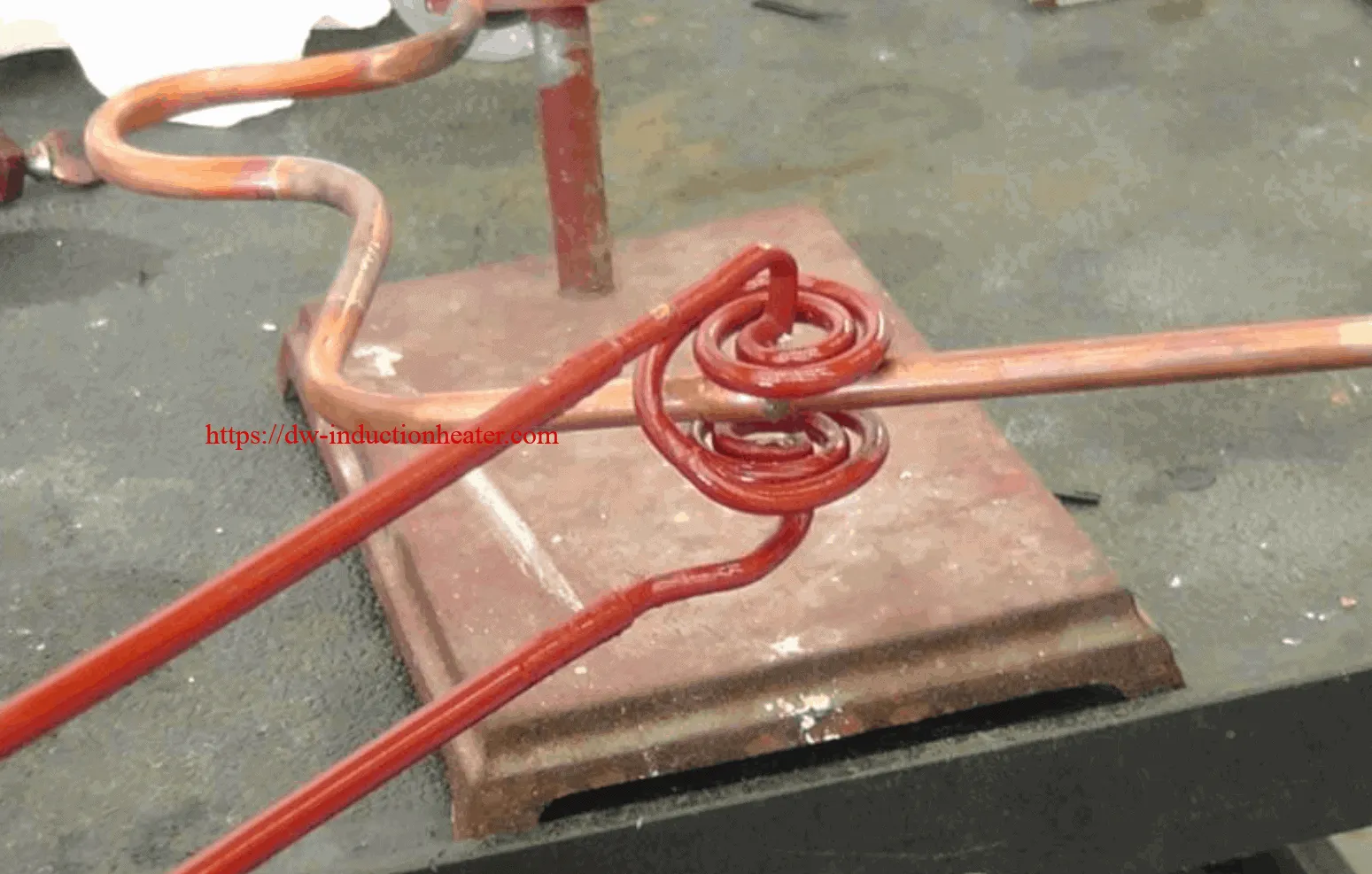
Eftersom endast en enhet tillhandahölls för testet, satte vi in en testbelastning med hjälp av en tung vägg 5/16 ”kopparrör, så att ett rör accepterade det andra vid en formad öppen flänsände. Värmetid uppskattades baserat på användning av tempilaque färg för att indikera temperaturen. Testaggregatet (följt av de tillhandahållna komponenterna) monterades med en beläggning av 505 legeringslödpasta och placerades i laboratorietestspolen per de bifogade fotografierna. En värmecykel 5 - 5.2 sekunder befanns flyta legeringen och göra fogen .

Resultat / Fördelar:
- Som visat DW-UHF-modellen induktionslödningssystem kan värma upp både det största och minsta röret till rörsektionerna för att komplettera en lödförband. Uppvärmningstider med en tillgänglig testspole ligger inom de förväntade produktionstidsförväntningarna som krävs av Electrolux.
- HLQ kommer att kräva en fullständig montering för granskning för att utveckla den slutliga spoldesignen som rymmer alla 12 fogar som anges på ditt layoutfoto. Det är nödvändigt att känna till och se avstånden mellan röranslutningarna som ska lödas och stålkompressorsektionen för att säkerställa att stålhuset inte påverkas av det resulterande RF-fältet som skapas vid lastspolen. Denna slutliga design kan kräva tillsats av ferritmaterial i spolen som kommer att tjäna till att fokusera RF-fältet till kopparkablarna och inte till stålhuset.
- Inledande tester slutfördes på DW-UHF-10kW med användning av en tillgänglig labspole. Produktionsspolen kommer att finnas i ett icke-ledande hölje som gör det möjligt för operatören att använda den för att lokalisera spolen mot kopparkablarna för exakt och positiv uppvärmningsplats för hårdlödningsprocessen. Produktionsspolens design kommer att innehålla kortare ledningar än testspolen och konfigureras så att värmecyklerna förbättras (kortare värmetider).