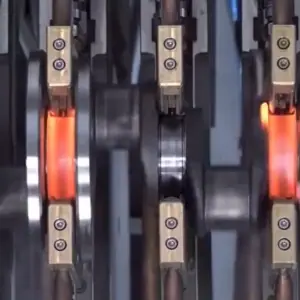
induktion som härdar sågklingans tänder
Beskrivning
induktionshärdning av sågklingans tänder med högfrekvent induktionshärdningsmaskin
Mål
Induktionshärdning tänderna på ett stort sågblad för härdning av ytan; målet är att minska uppvärmningstiden
Material: Sågbladets sektion
Temperatur: 1650 ºF (899 ºC)
Frekvens: 134 kHz
Utrustning :
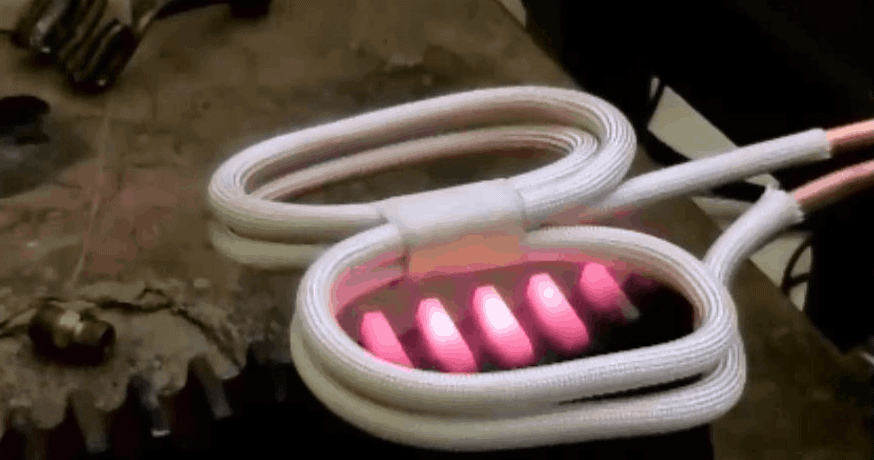
–DW-UHF-40kW 50-150 kHz induktionsvärmesystem utrustad med ett avlägset arbetshuvud som innehåller åtta 1.0 μF kondensatorer

–En två-vändig spiralformad induktionsvärmespole som är utformad och utvecklad speciellt för denna applikation
Process: induktionsvärmebatteri utvecklades så att den inte koncentrerade värmen i tandens yttre kantdal. Delen placerades under spolen ungefär 1 mm bort och strömmen slogs på. Med 8 kW DW-UHF-serien induktionsvärmeeffekt levererar den del som värms upp till temperatur inom den riktade hastigheten på fem tänder per fyra sekunder.
 Resultat / Fördelar
Resultat / Fördelar
–Hastighet: Kunden använde redan induktion, men ville uppgradera till ett högre effektsystem för att öka
deras produktionshastighet (Innan klienten först använde induktion från HLQ använde han en fackla.)
–Precision och repeterbarhet: En fackla är inte lika exakt som induktion eller repeterbar, medan induktion kan vara
implementeras för att vara mycket repeterbar
-Effektivitet: Induktionsuppvärmning använder mindre energi än en fackla och erbjuder omedelbar till / från-uppvärmning