Induktion Annealing Shaft End
Beskrivning
Induktion Annealing Axelände Med High Frequency Induction Heating System
Mål Glödgning av en hydraulisk motoraxel i stål före bearbetning
Material .75 ”(19mm) diameter stålstång, 6” (152.4mm) lång med en kilspår i slutet
Temperatur 1350 ºF (732 ºC)
Frekvens 300 kHz
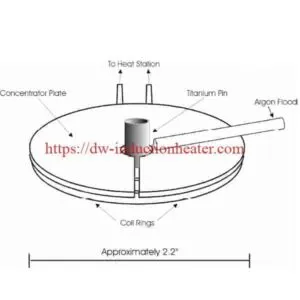
Utrustning • DW-UHF-10 kW induktionsvärmesystem, utrustat med ett fjärrstyrt arbetshuvud som innehåller en 1.0 μF kondensator
• En induktionsvärmebatteri designad och utvecklad speciellt för denna applikation.
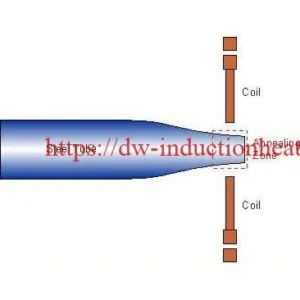
Process En trehjulig spiralspole används för glödgning av motoraxeln.
Motoraxelns ände placeras i spolen och strömförsörjas i 20 sekunder för att nå 1350 ºC (732 ºF) och vrida stålet glödhet
Resultat / Fördelar Induktionsvärme ger:
• Hög effektivitet, låg energikostnad
• Exakt och kontrollerbar värmeplacering för att endast glödga det önskade området
• Snabbare produktionsprocess
• Konsekventa resultat