hårdlödning av kopparplattor
Beskrivning
Mål
Syftet med applikationstestet är att hårdlöda koppar- och mässingsplattor överläggningsfogar med induktion för att ersätta facklan. Overylay-fogar kan vara mässing till mässing eller koppar till koppar.
Den nuvarande facklaprocessen resulterar i överdrivna föroreningar på aggregatet och kräver omfattande omarbetning efter hårdlödningsoperationen.
Equipment
DW-HF-25kw induktionsvärmemaskin

material
• Koppar- och mässingkupongplattor
• Lödlegering - EZ Flo 45

Nyckelparametrar - Kopparplattor
Effekt: 15 kW
Värme till temp: ungefär 1350 ° C (732 ° F)
Tid: Medeltid - 2 minuter

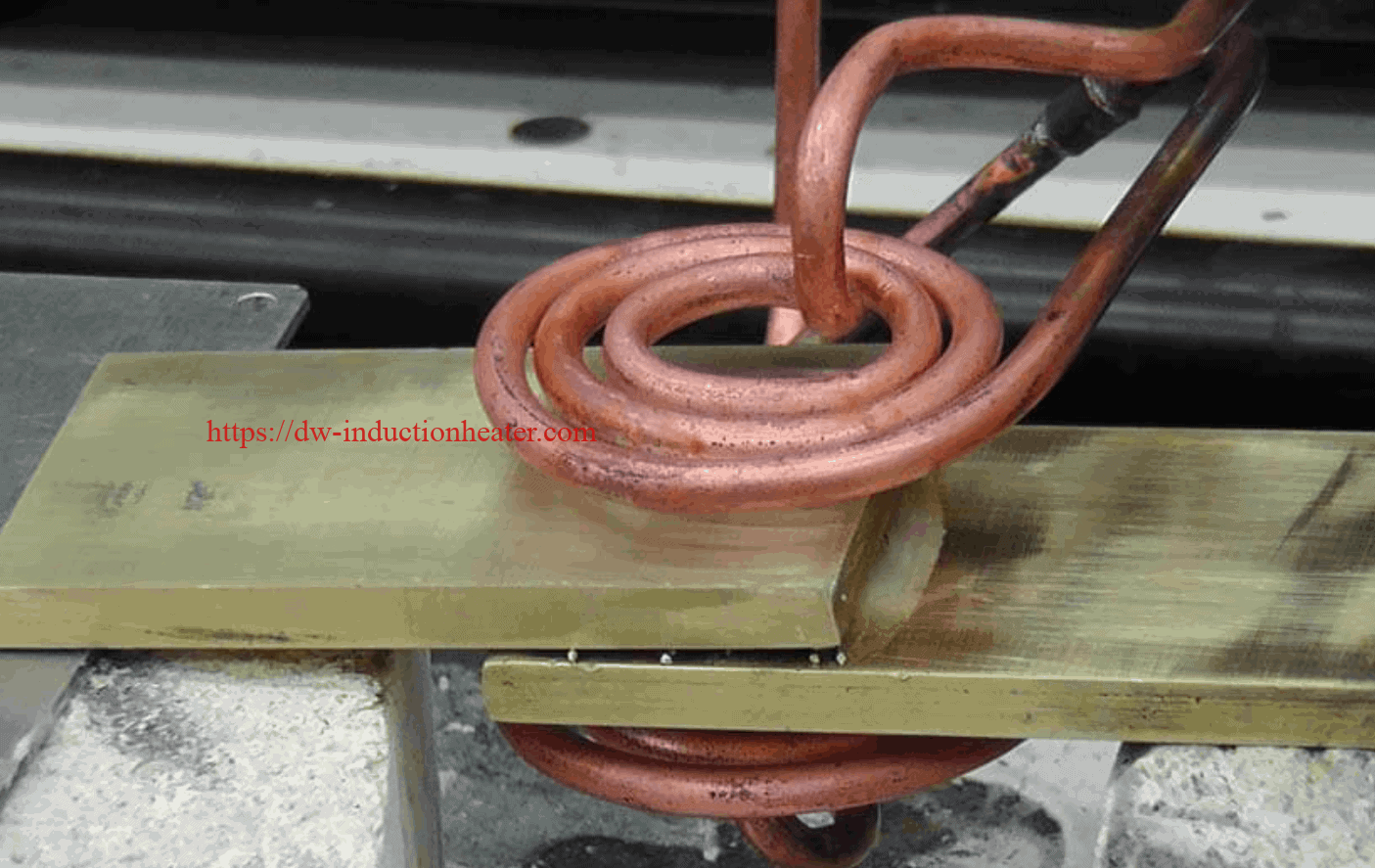
Process och resultat:
- EZ Flo 45 lödtråd skärs i 2 ”(50.8 mm) längder och placeras i gränssnittsområdet.
- Monteringarna sattes upp (se bilder) och värmdes med induktionsuppvärmning under en genomsnittlig tid på 2 minuter för att flyta legeringen och uppnå hårdlödningen.
Nyckelparametrar - Kopparplattor av koppar mässing
Effekt: 15 kW
Värme till temp: cirka 1350 ° C (732 ° F)
Tid: Medeltid - 2 minuter

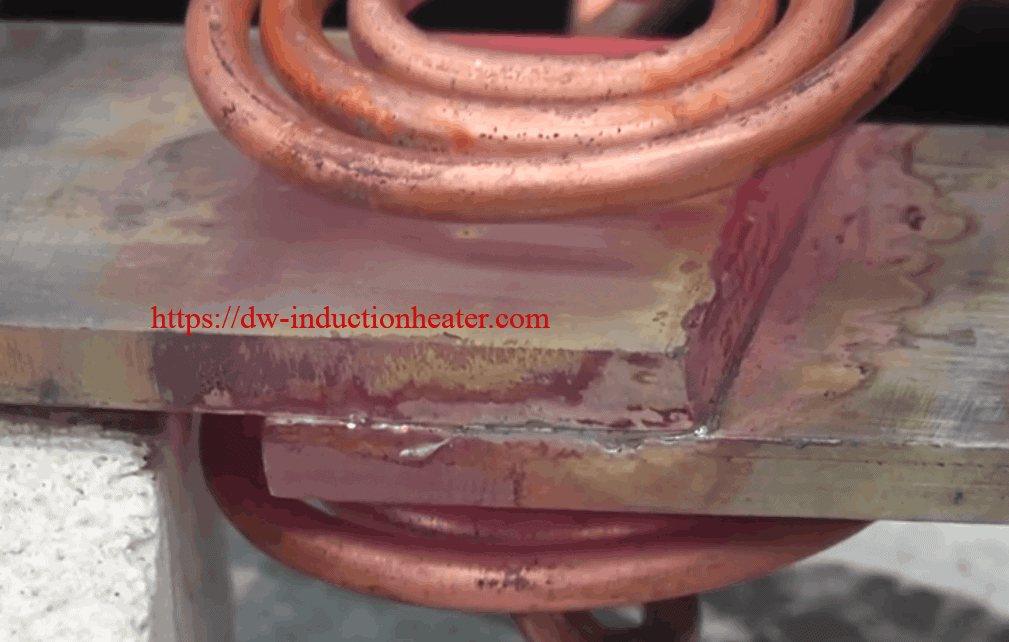
Process och resultat:
- EZ Flo 45 lödtråd skärs i 2 ”(50.8 mm) längder och placeras i gränssnittsområdet.
- Sammansättningarna inställdes (se foton) och värmdes under en genomsnittlig tid av 2 minuter för att flöda legeringen och uppnå Induktionslödning.





