Induktionsvärmeutsättning för fjädertråd och nylonpulver
Värmesatsning innebär att använda induktionsuppvärmning i processer där plast ändrar tillstånd från fast till flytande. En vanlig användning för denna applikation är att presspassa en metalldel i en plastdel. Metallen värms upp med hjälp av induktion till en temperatur som är högre än den för plaståterflödet. I vissa fall kan metallen pressas in i plasten innan uppvärmning sker; eller så kan metallen värmas upp innan den pressas in i plasten, vilket får plasten att återflöda när delen pressas in (även känt som plaståterflöde). Induktionsvärme kan också användas i formsprutningsmaskiner för plast. Induktionsuppvärmning förbättrar energieffektiviteten för injektions- och extruderingsprocesser. Värme genereras direkt i maskinens cylinder, vilket minskar uppvärmningstiden och energiförbrukningen.
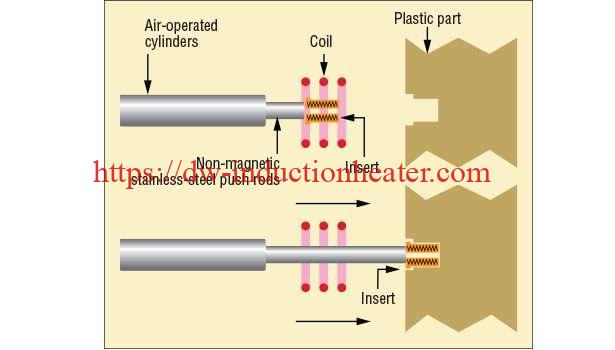 Metall-till-plast-insättning innebär att en gängad metallinsats värms upp till en temperatur över plaståterflödespunkten och trycks in den i plastdelen. Processen kräver snabb, exakt, repeterbar uppvärmning. Mjukning av de inre gängorna är resultatet av långa uppvärmningsprocesser.
Metall-till-plast-insättning innebär att en gängad metallinsats värms upp till en temperatur över plaståterflödespunkten och trycks in den i plastdelen. Processen kräver snabb, exakt, repeterbar uppvärmning. Mjukning av de inre gängorna är resultatet av långa uppvärmningsprocesser.
Induktionsuppvärmning ger exakt värmekontroll för att säkerställa ett konsekvent resultat med högkvalitativa resultat. Utrustning kan programmeras för en specifik effektnivå och uppvärmningstid, vilket tar bort operatörsvariationer och förbättrar processens repeterbarhet.
 Mål: För att värma upp ändarna på 0.072 tum fjädertråd, placerade 1/2 tum från varandra, jämnt för applicering av nylonpulver på en 1 tums längd av änden. En gång uppvärmd till 7000F, nylonpulvret smälter ihop med tråden och skapar en skyddande beläggning. Bygel har en tidigare historia av att peta igenom det stödjande plagget och repa bäraren. Genom att lägga till en skyddande nylonbeläggning i ändarna av trådformen undviks denna obekväma situation.
Mål: För att värma upp ändarna på 0.072 tum fjädertråd, placerade 1/2 tum från varandra, jämnt för applicering av nylonpulver på en 1 tums längd av änden. En gång uppvärmd till 7000F, nylonpulvret smälter ihop med tråden och skapar en skyddande beläggning. Bygel har en tidigare historia av att peta igenom det stödjande plagget och repa bäraren. Genom att lägga till en skyddande nylonbeläggning i ändarna av trådformen undviks denna obekväma situation.
Material: Fjädertråd och nylonpulver
Temperatur: 370 ℃
Ansökan: Smakämnen DW-UHF-6KW-III utgång i fast tillstånd Induktionsvärmeffekt tillsammans med en unik fem (5) varv långsträckt spiralformad spole användes för att uppnå följande resultat:
- 370 ℃ nåddes med en tolv (12) sekunders maskincykel.
- En enhetlig beläggning producerades som ett resultat av jämn uppvärmning på grund av den unika fem (5) varv långsträckta spiralformade spolen.
- Tolv (12) trådprover värmdes samtidigt i den unika arbetsspolen.
Utrustning: DW-UHF-6KW-III utgående halvledarinduktionsströmförsörjning inklusive en (1) fjärrvärmestation innehållande två (2) kondensatorer med ett totalt värde av 0.66 µF, och en unik fem (5) varv långsträckt spiralformad spole som mäter 2 1/2 tum bred, 8 1/ 2 tum lång och 2 3/4 tum lång med de två nedre varven vinklade nedåt i ändarna.
Frekvens: 258 kHz
